165 Токарно-винторезный станок, Рязань
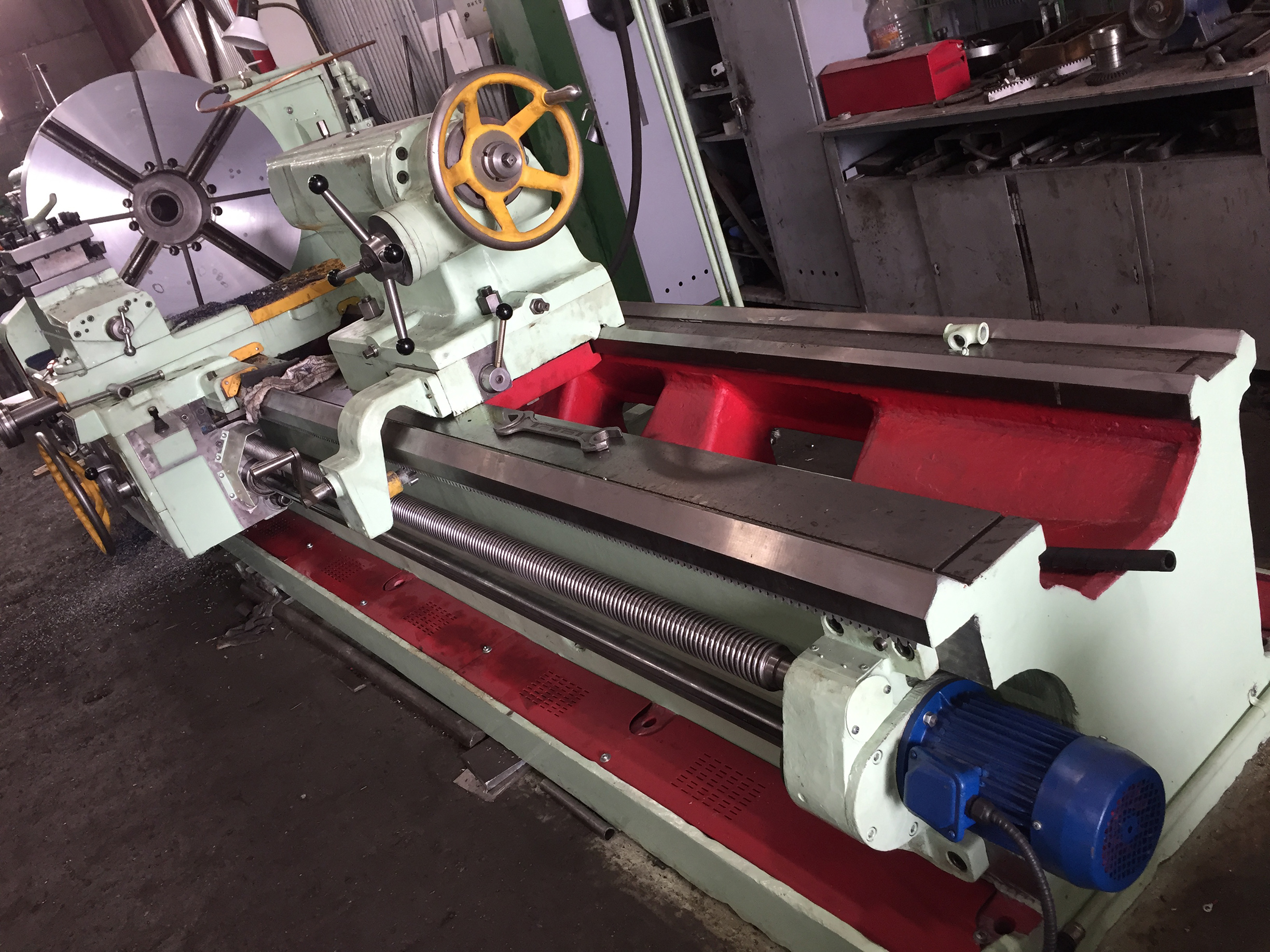

Завершены работы по восстановлению и модернизации токарно-винторезного станка модели 165 - производства Рязанского станкостроительного завода РСЗ.
Типаж токарно-винторезных станков
Станкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
Обозначение токарного станка
1 - токарный станок (номер группы по классификации ЭНИМС)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 - токарно-винторезный)
– поколение станка (А, Б, В, Д, К, Л, М) или обозначение завода - производителя
5 – высота центров над станиной (500 мм)
Буквы в конце обозначения модели:
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
165 Станок токарно-винторезный универсальный. Назначение и область применения
Токарно-винторезный станок модели 165 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб - метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке как черных, так и цветных металлов.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Класс точности — Н по ГОСТ 8—82Е.
Модификации токарного винторезного станка 165
165 – Ø 1000 универсальный токарно-винторезный
1Н65, 1Н65Ф1, 1Н65Г, 1Н65ГФ1 – Ø 1000 универсальный токарно-винторезный
16К50, 16К50П – Ø 1000 универсальный токарно-винторезный
1658, 1658 – Ø 1000 универсальный токарно-винторезный
РТ28608, РТ539, РТ53901, РТ732, РТ366, РТ731 – Ø 1000 универсальный токарно-винторезный